

کاربردهای برش لیزر گالوانیزه در صنایع مختلف
برش لیزر گالوانیزه به دلیل مزایای برجستهای که دارد، در صنایع گوناگون کاربرد فراوانی پیدا کرده است. در صنایع خودروسازی، از این روش برای تولید قطعات مختلفی مانند بدنه خودرو، دربها، پنجرهها و اجزای داخلی و خارجی استفاده میشود. همچنین در صنعت ساخت و ساز، برش لیزر گالوانیزه در تولید پانلهای فلزی، دربها، پنجرهها، سقفها، سیستمهای حفاظتی و سازههای فلزی به کار میرود. این فناوری در صنایع فلزات نیز برای تولید قطعاتی از جنس فولاد، آلومینیوم، استیل و مس کاربرد دارد. صنایع الکترونیکی نیز از برش لیزر برای ساخت قطعات دقیق و حساس بهره میبرند.
علاوه بر این، در صنایع مبلمان و دکوراسیون، برش لیزر امکان تولید طرحهای زیبا و پیچیده در قطعات مبلمان و وسایل دکوراتیو را فراهم میکند. صنعت بستهبندی و لوازم خانگی نیز از دیگر حوزههایی هستند که از این فناوری استفاده میکنند. در زمینه کانالسازی، برش لیزر برای تولید کانال کولر، لولههای بخاری و تجهیزات مرتبط بسیار مؤثر است. همچنین در صنعت برق، از این تکنیک برای ساخت تابلوهای برق و سایر تجهیزات استفاده میشود. سایر صنایع از جمله کشاورزی، حمل و نقل و عمران نیز از کاربردهای متنوع برش لیزر گالوانیزه بهره میبرند.
به طور کلی، ورقهای گالوانیزه با ضخامت حداکثر ۴ تا ۶ میلیمتر برای اعمال برش لیزری مناسب هستند، که این ویژگی انعطافپذیری بالایی را برای طرحهای مختلف صنعتی فراهم میآورد.
آیا دستگاه برش لیزر می تواند ورقه ی گالوانیزه را بِبُرد؟
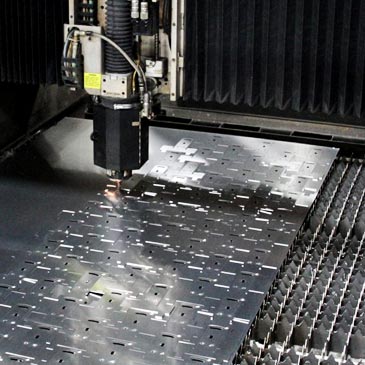
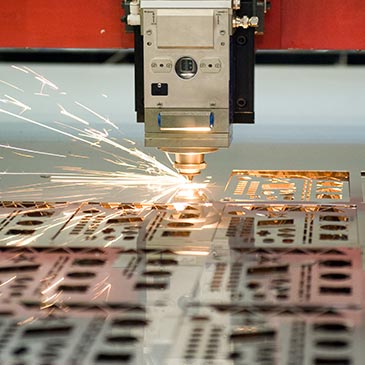
برش فلز با دستگاه تبدیل به کاربرد اصلی ماشین های برش لیزر شده است. در فرآیند برش لیزر، یک پرتو متمرکز با چگالی قدرتمند تابیدن به مواد اولیه مان تابیده می شود. سپس هم زمان با عبور جریان هوای سریع هم محور پرتو، مواد مورد تابش به سرعت ذوب، تبخیر، قطع و یا به نقطه جوش می رسد. حال ماده گداخته شده تبدیل به چیزی می شود که می خواستیم.
ورقه گالوانیزه یکی از رایج ترین عناصر مورد استفاده در صنایع تولیدی می باشد. ورقه ی فلز گالوانیزه برای پیشگیری سطح فلز از خوردگی و کش آمدن استفاده می شود. سطح ورقه ی فلز مذکور با لایه ای از فلز زینک پوشیده شده است. این ماده خام به طور کلی در ساخت خانه و تاسیسات آن کاربرد دارد. برای مثال روکش کاری ها، دودکش های شهری، تاسیسات آشپزخانه و... حال آیا دستگاه برش لیزر برای کار با ورقه های گالوانیزه مناسب است؟
عموماً اکثر مواد اولیه اورگانیک و غیر اورگانیک به راحتی با دستگاه های برش لیزر بریده می شوند. ورقه های گالوانیزه نیز از این قاعده مستثنی نیستند. از مواد اولیه فلزی مختلفی در صنایع تولیدی استفاده می شود؛ فارغ از سختی شان. از مس و آلومینیوم گرفته تا ورقه های آلیاژی قابل برش با لیزر هستند.
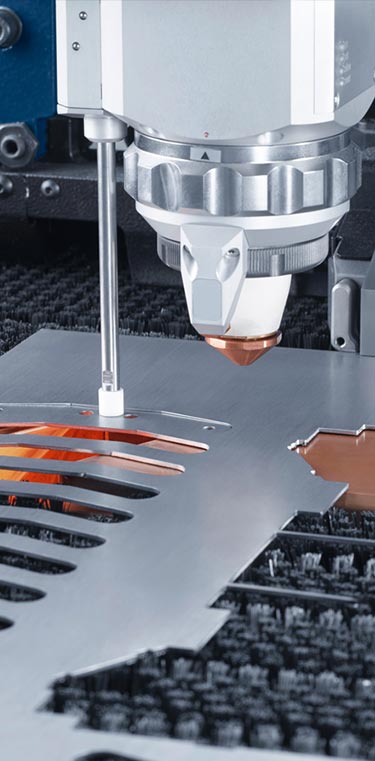
برش ورقه گالوانیزه
برای کار روی ورقه های گالوانیزه، به افزودن گاز کمکی نیاز است. خلوص و فشار گاز الحاقی تاثیر مستقیم بر کیفیت برش دارد. خلوص گاز اکسیژن مورد استفاده در برش باید بالای % 99.6 باشد. هرچه خلوص اکسیژن مصرفی بالاتر باشد، کیفیت برش بهتر و لبه های برش خورده ورقه مطلوب تر است. و البته هرچه قدرت و کیفیت برش بالاتر برود، هزینه ها هم قاعدتاً بالاتر می روند. خلوص گاز نیتروژن الحاقی حین برش باید بیش از 99.5% باشد. بالا بودن خلوص نیتروژن الحاقی، ضامن عدم تغییر رنگ لبه های ورقه در فرآیند برش می باشد.
سوال : نسبت خلوص گاز های الحاقی چگونه است و کارایی آن ها چیست؟
خلوص اکسیژن الحاقی باید بالای 6% و خلوص نیتروژن الحاقی بالای 99.5 باشد. اکسیژن برای کیفیت برش در لبه ها و نیتروژن برای عدم تغییر رنگ کاربرد دارد.
فرایند سفارش خدمات برش لیزر گالوانیزه
برای سفارش خدمات برش لیزر گالوانیزه، شما میتوانید از دو روش حضوری و آنلاین اقدام کنید. در روش آنلاین، فرآیند سفارش بهسادگی و در چند مرحله انجام میشود. گام اول استعلام قیمت و طراحی است که در این مرحله شما میتوانید فایل طرح مورد نظر خود را ارسال کنید یا درخواست طراحی دلخواه خود را ارائه دهید. پس از آن، طرح برش برای شما ارسال میشود و لازم است جزئیات طرح، اندازه و ابعاد را تأیید کنید.
پس از تأیید نهایی، فرآیند برش لیزر توسط دستگاههای پیشرفته در کمترین زمان ممکن انجام میشود. سپس در مرحله کنترل کیفی، دقت و کیفیت برش بررسی میگردد تا از صحت و استاندارد بودن قطعات اطمینان حاصل شود.