
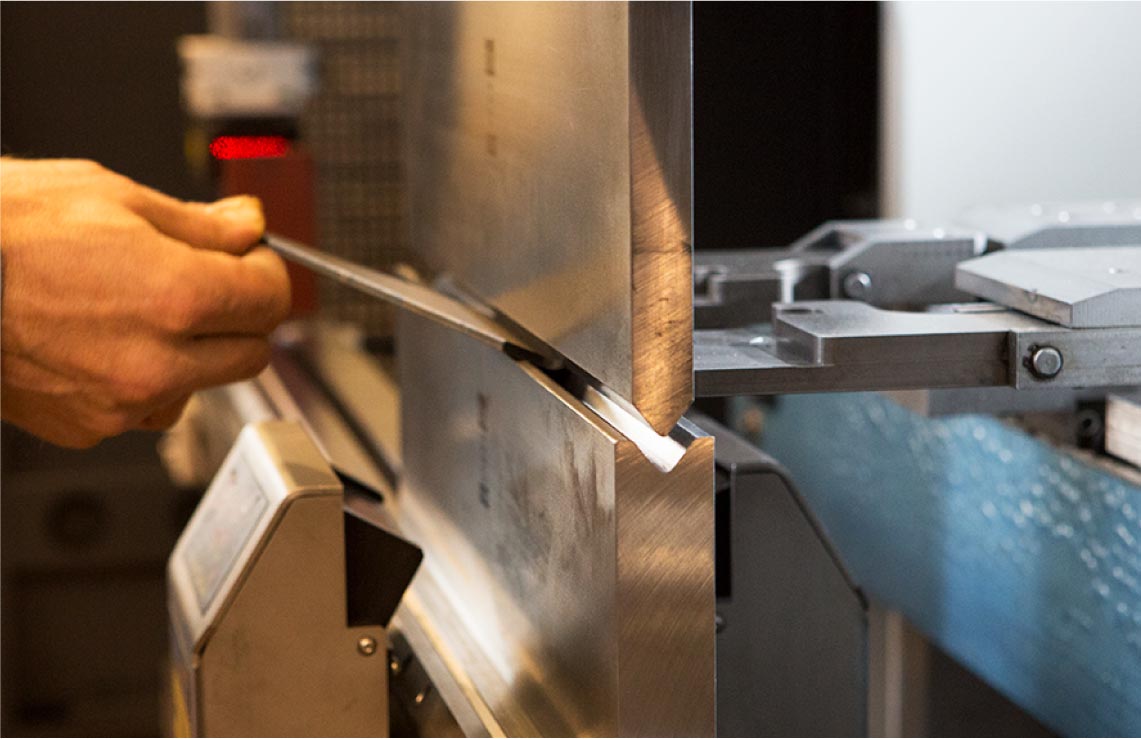


اجزای اصلی ماشین خمکاری برقی عبارتاند از :
- موتور الکتریکی و جعبهدنده معکوسکننده دور
- فک بالای دستگاه و متعلقات آن که حرکت خود را از الکتروموتور میگیرند.
- صفحه گردان و متعلقات آن که حرکت خود را از الکتروموتور میگیرند.
- تجهیزات تبدیل و انتقال نیرو
ماشین خمکاری برقی معمولا در طول ۱ تا ۶ متر بوده و به وسیله آنها میتوان ورقهای فولادی را تا ضخامت ۶ میلیمتر خمکاری نمود.