فرض می کنیم شما در بازار به دنبال یک دستگاه برش لیزر می گردید، و می خواهید بدانید چه قدر سریع می توانید با آن دستگاه برش بزنید. هر تولید کننده دستگاه برش لیزر به سرعت به شما خواهد گفت که دستگاهشان با چه سرعتی روی مواد مختلف عمل می کند. پس طول خط برش را بر سرعت برش دستگاه تقسیم می کنید و نهایتاً به حدس مطلوبی می رسید. درست است؟
متاسفانه باید بگویم به همین سادگی ها هم نیست. همانطور که احتمالاً می دانید، در واقع مدت زمان فرآیند برش لیزر به عوامل بسیار دیگری نیز بستگی دارد که شامل موارد زیر می شود:
- تعداد سوراخ ها
- مدت زمان پیمودن فواصل خطوط
- وارد کردن طول و سرعت و…
- شتاب دستگاه
بررسی سرعت برش لیزر
ما قبل از اینکه شروع کنیم این موارد را در ذهن داشتیم، اما فقط به شکل تئوری. اما باز هم شگفت زده خواهید شد وقتی ببینید چه قدر مدت زمان برش لیزر، آن هم با حداکثر سرعت، بیشتر از زمانی که پیش بینی کرده اید طول خواهد کشید. محاسبه مدت زمان برش تنها با استفاده از طول خط و حداکثر سرعت برش، می تواند تا بیش از 20 برابر، کمتر از مدت زمان مورد نیاز برای برش در واقعیت باشد.
زمان دقیق برش، بر اساس دستگاه و ضخامت ماده متغیر باشد. اما ما فهمیدیم که روی دستگاه برش لیزر فایبر 1030 ترامف 3 کیلوواتی، که یک دستگاه برش به روز است و بر فرض در سال 2018 خریداری شده باشد، عامل موثر اصلی، شتاب دستگاه است. اهمیتی ندارد که دستگاهتان بتواند 1200 اینچ در دقیقه بر یک ورقه فلزی برش بزند؛ اگر به قدر کافی شتاب نداشته باشد که به تواند خطوط را در آن سرعت بالا دنبال کند.
سرعت برش روی مواد باریک تر تاثیر بیشتری دارد، در حالی که سرعت برش لیزر خیلی بالا باشد. از طرف دیگر، تاثیر سرعت برش روی مواد ضخیم کمتر است.
برای کَمۤی کردن تاثیر شتاب دستگاه بر مدت زمان برش لیزر، یک متر طراحی کردیم تا قوس خطوط را محاسبه کنیم. قوس ها با مقیاس رادیان بر اینچ محاسبه می شود، و اساساً بیانگر این است که سرعت تغییر جهت برش بر واحد زمان است. قوس های شدیدتر به شتاب بیشتری نیاز دارند تا سرعت برش شان را حفظ کنند.
ما مجموعه ای از 9 نمونه برش لیزر مشابه با ابعاد قابل قیاس و قوس متغیر به ازای هر قطعه ساختیم. همچنین هر قطعه شامل یک خط می شود تا تاثیر زمان پیمودن فواصل خطوط و سوراخ کردن را به حداقل برسانیم.
اما برش خطوط قوس دارمان چقدر سریع است؟ با استفاده از حداکثر سرعت برش برای این ضخامت به عنوان یک ارزیابی، زمان برش یک خط صاف چیزی حدود 1.54 ثانیه در آمد. در حالی که زمان برش واقعی 30 ثانیه شد. برای قطعه ی قوس دار 30، حداکثر سرعت برش، زمان لازم برای برش را تا عدد 19.5 پایین آورد.

اما باز هم این آزمایش ارزش واقعی ندارد و تنها صرف نشان دادن اهمیت خطوط قوس دار بود. قطعاتی که شمار بالایی سوراخ کاری نیاز دارند حتی زمان بیشتری می طلبند.
همانطور که پیش تر اشاره کردیم، سرعت برش بالا، بیشترین تاثیرش را روی قطعات باریک تر نشان می دهد. هرچه حداکثر سرعت برش کمتر بشود، تاثیر قوس ها نیز کاهش می یابد، و مدت زمان واقعی برش به زمان پیش بینی شده نزدیک تر می شود.
نمودار زیر نشان می دهد چطور زمان برش در قطعات قوس دار تغییر پیدا می کند. حداکثر سرعت برش از 47 اینچ بر دقیقه (با ورقه فلزی با ضخامت ¾”) ، تا 1160 اینچ بر دقیقه (فلزی با ضخامت 0.04″) در نظر گرفته شده است.
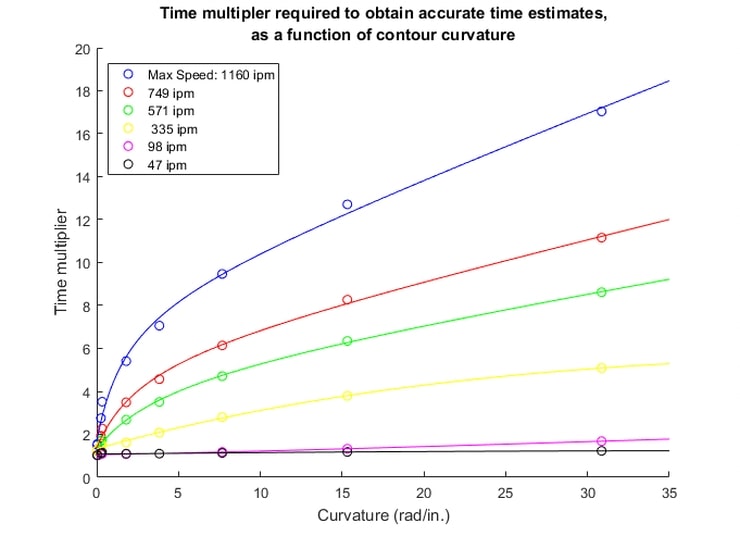
افزایش مدت برش مرتبط با زمان پیش بینی شده، با حداکثر سرعت و طول یک خط قوس دار. هرچه قوس شدیدتر باشد، تاثیر نیز بیشتر است. تغییرات مدت زمان برش برای مواد با ضخامتی از 0.04” تا 0.75″ نشان داده شده است.
همان طور که نشان داده شده است، وقتی حداکثر سرعت برش 1000 اینچ بر دقیقه باشد، یک خط با قوس 30 نیازمند بیش از 16 برابر مدت زمان پیش بینی شده با حداکثر سرعت برش و طول خط می باشد. با حداکثر سرعت برشی بسیار کمتر، برای مثال 47 اینچ بر ثانیه (برای موادی با هر اندازه ضخامت) افزایش بسیار کمی در مدت زمان برش رخ می دهد.
در مجموع، لیزری با قدرت بیشتر، سرعت برش پیشرفته تری ارائه می دهد. اما شتاب نیز به همان اندازه اهمیت دارد. حتی دانستن محدوده های شتاب یک دستگاه برش لیزر الزاماً نمی تواند بگوید در عمل چقدر سریع می توانید برش بزنید. احتمالاً بهترین راه برای محاسبه سرعت برش واقعی این است که یک کپی از برنامه تولید کننده و یک نرم افزار نقشه کشی مسیر، بر فرض برای دستگاه های ترامپ، نرم افزار بوست (BOOST)، تهیه کنید. برنامه را برای قطعات مختلفی اجرا کنید. دیدن مدت زمان پیش بینی شده توسط نرم افزار به شما حس بسیار خوبی خواهد داد. چرا که می توانید ببینید دستگاهتان در برش طرح های مختلف چقدر سریع عمل خواهد کرد.
سخن پایانی
اگر به دنبال دریافت خدمات برش لیزر استیل در تهران ، خدمات برش لیزر آهن در تهران و همچنین سفارش باکس فلزی صنعتی هستید با کارشناسان مجموعه شیت لیزر از طریق شماره های درج شده در سایت ارتباط برقرار کنید.
ما در مجموعه شیت لیزر با بهرهگیری از تیم متخصص و دستگاههای پیشرفته برش لیزر فیبر آماده تولید سفارشات برش لیزر و حکاکی در کلیه ابعاد و طرحها بصورت ثبت سفارش حضوری و آنلاین از سراسر کشور هستیم. مجموعه صنعتی شیت لیزر با هدف ارتقاء کیفیت تولیدات، به ارائه انواع خدمات از جمله خدمات رنگ الکترواستاتیک، خدمات خمکاری، خمکاری ۴ متری، خدمات جوشکاری لیزری، پیچ جوش و مهره پرچ، برش لیزر از جمله برش لیزر آهن، برش لیزر استیل، برش لیزر ورق، برش لیزر برنج و … به شما عزیزان پرداخته و در کنار شما می باشد. جهت مشاوره رایگان با ما در تماس باشید.




در بحث پیرامون این مقاله شرکت کنید!